Наверняка многие автолюбители замечали, насколько эффектнее выглядит авто, на котором установлены колесные диски с необычным оригинальным дизайном. Внутренний голос сразу посылает сигнал: «Надо бы и тебе такие прикупить!». Конечно, здорово, когда у человека есть стремление модернизировать внешний вид своего автомобиля. Главное, чтобы это было не в ущерб технической части и безопасности.
Поэтому «крутизну» диска мы можем принять во внимание только после того, как убедимся в его соответствии нашим техническим характеристикам. Главным из параметров является разболтовка колесных дисков. К ней мы обязательно вернёмся, когда разберем его маркировку.
Маркировка колесных дисков
Маркировка всех колесных дисков стандартна в соответствии с параметрами. Эти стандарты одинаковы как для литых, так и для .

Рассмотрим на примере такую расшифровку маркировки колесного диска: 5,5Jx16H2 ET30 PCD: 5/112 d 66.6
В данном примере:
- 5.5 - ширина диска , указанная в дюймах (B)
- 16 - его диаметр в дюймах (D)
- 5/112 - этот параметр и есть разболтовка диска . Он указывает количество крепёжных болтов (в данном случае их 5), а также диаметр окружности их расположения. Этот диаметр по международному стандарту называется «Pitch Circle Diameter «, поэтому обозначается аббревиатурой PCD . В нашем примере он равен 112 мм.
- ET 30 - «вылет » или «вынос» диска в миллиметрах. Он равен тридцати миллиметрам в нашем примере. Это зазор между плоскостью, которой диск прижимается к ступице (привалочной плоскостью) и центром ширины диска. Когда эти плоскости совпадают, вылет считается нулевым. Когда первая плоскость не переходит за вторую — вылет положительный. Отрицательный вылет, соответственно, если привалочная плоскость пересекает пределы воображаемой плоскости центра ширины диска. Немецкие производители обозначают вылет ET . В нашем примере его величина положительная и обозначается ЕТ30. В случае отрицательного вылета, он обозначился бы ET-30. DEPORT — обозначение вылета у французских производителей. В других странах используют английское OFFSET .

Вылет диска (ET)
Вылет колеса, также как и разболтовка колесных дисков, весомый фактор, который необходимо учитывать при установке. При отрицательном его значении, большая часть диска, выступая наружу, может упираться в колесную арку на повороте. При положительном вылете диск в большей степени внутри. Поэтому, если вы подобрали диск без соответствия с вылетом, вы просто не сумеете его установить, поскольку детали подвески не допустят этого.

Видео — почему при покупке дисков следует проверять как разболтовку колесных дисков, так и их вылет ET (вынос / смещение):
Видео — для коррекции вылета колесных дисков могут быть использованы колесные проставки:
Разболтовка колесных дисков, таблица совместимости
Довольно часто перед автолюбителями встаёт задача самостоятельного определения разболтовки колесных дисков. Если первый параметр, т.е. количество крепежных болтов , вы без труда определите невооруженным глазом, то диаметр окружности их размещения (PCD) определить будет немного сложнее. Среди массовых автолюбительских расчетов, мы предпочли один способ, который является самым понятным на наш взгляд.

Для наглядности рассмотрим рисунок. Вам нужно определить величину А, сделав замер штангенциркулем между стенками соседних отверстий и, прибавив к полученной величине диаметр самого крепёжного отверстия. Таким образом, вы получаете расстояние между центрами соседних отверстий. В зависимости от количества отверстий на диске, используете первую, вторую или третью формулу. Конечная величина В и есть ваш PCD.
Разболтовка колесных дисков — это фактор, прямо или косвенно влияющий на безопасность движения, поэтому не стоит им пренебрегать. Если отклоняться от полного соответствия с ним, колесо будет неточно установлено по оси, и мы не получим нужного момента затяжки. При этом, визуально вы можете не заметить отклонений от нормы, но во время езды такое колесо будет иметь повышенное биение. Это, со временем, повредит детали подвески и рулевого механизма. Возможно также и полное откручивание колеса во время езды.
Некоторые автолюбители подгоняют свою разболтовку под диски, у которых диаметр (PCD) немного более исходного. Используют для установки специальные центровочные кольца. У этого метода есть как свои сторонники, так и противники. Мы считаем, что если мнение не единогласно в вопросах, связанных с безопасностью движения, то экспериментировать не стоит. В конце концов, никакой «шик» внешнего вида не окупит потерь в случае неудачи.
Ко всему сказанному выше хочется добавить, что колесные диски должны быть легкими и прочными, ведь они воспринимают переменные нагрузки. Они должны быть достаточно жёсткими, так как несут нагрузку от массы автомобиля. Необходимая балансировка — важный гарант для избежания их биения в движении.
Приводим таблицы совместимости (PCD, ET и DIA) дисков для некоторых марок автомобилей. Эти данные можно использовать лишь для общей информации. Непосредственно перед покупкой колесных дисков уточняйте информацию у специалистов и продавцов.





Для продукции отечественного автопрома

По способу изготовления диски делятся на стальные, литые и кованные. Стальные диски пользуются большой популярностью. Это связано с их сравнительно невысокой стоимостью, а также с возможностью рихтовки. Такую возможность обеспечивает их стойкость к ударам, во время которых они не лопаются. Литые диски довольно легки. В этом их преимущество. Однако есть и весомый недостаток. Это подверженность коррозии. Даже специальные покрытия едва ли спасут вас от этой напасти. Кованые диски весьма жёсткие и прочные. Они не лопаются, не нуждаются средствах дополнительной защиты. В случае деформации их можно отремонтировать.
Видео — о производстве колесных дисков:
Мы от всей души хотим пожелать вам удачи в деле создания . Желаем вам найти свой стиль при подборе дисков. Надеемся, что эта статья во многом поможет вам, но хотим напомнить, что, на «чаше весов», правильная разболтовка колёсных дисков, гарантирующая безопасность для вас и ваших близких, весомее, чем классный дизайн с её нарушениями.
Для обмера деталей необходимо приобрести навыки в пользовании измерительными инструментами.
При обмере деталей приходится измерять: 1) диаметральные размеры, 2) толщины, 3) расстояния между отверстиями, 4) криволинейные контуры.
Измерение линейных размеров. Для определения линейных размеров детали пользуются стальным метром или стальной линейкой, штангенциркулем, глубиномером и др.
На фиг. 222 приведён пример обмера пустотелого цилиндра. Стальной линейкой измерена высота стакана H и глубина h. Измерения величины H и h позволяют определить толщину донышка b, которая равна разности H - h = b = 8 мм
При необходимости сделать более точные замеры следовало бы измерения произвести штангенциркулем и глубиномером.
Измерение диаметральных размеров. Измерение внутренних и наружных размеров детали производится при помощи нутромера и кронциркуля. Нутромером измеряются внутренние поперечные, а кронциркулем-наружные размеры. На главном виде (фиг. 222) показан приём измерения внутреннего диаметра стакана d 1 , а на плане-приём измерения наружного диаметра D. Измеренные таким образом размеры переносятся на стальную линейку. Если взять разность этих измерений и разделить пополам, то получим толщину стенки стакана b 0 , равную (D - d 1)/2.
Для более точных измерений диаметров применяется штангенциркуль или штихмас.
Измерение толщины стенок. Толщина стенок для полых деталей может быть определена так, как показано на фиг. 222. Толщина стенок может быть измерена и кронциркулем 3.
В тех случаях, когда измерить толщину стенки этим способом невозможно, так как кронциркуль нельзя вынуть без раскрытия ножек, пользуются линейкой (фиг. 223).
Определение расстояния от опорной поверхности до центра отверстия. Для того чтобы определить расстояние h 2 от опорной поверхности стакана до центра отверстия диаметра d, прикладывают линейку так, чтобы её кромка с делениями заняла положение, отмеченное цифрой 1 (фиг. 222). Затем по линейке делают отсчёт h 1 . Тогда центр отверстия будет на высоте h 2 = h 1 +d/2 , при этом имеется в виду, что диаметр отверстия d измерен был раньше.
Расстояние до центра отверстия можно определить: 1) с помощью линейки и 2) с помощью кронциркуля и линейки (фиг. 223).
1- й способ. Прикладывают линейку 3 вдоль вертикальной оси фланца и делают отсчёты: h 1 = 34 мм и h = 86 мм.
h 0 = (h 1 + h)/2 = 60 мм.
2- й способ. Прикладывают линейку, как и в первом способе. Отсчитывают h 1 = 34 мм. Кронциркулем З измеряют диаметр фланца D = 52 мм.
h 0 = h 1 + D/2 = 60 мм.
Для этой же фигуры приведён пример определения вылета фланца (размера l 0).
Вылет фланца определяется так же, как и расстояние центра отверстия до опорной поверхности.
l 0 = (l 1 + l)/2 = (18 + 78)/2 = 48 мм.
Определение расстояния между центрами отверстий . Отверстия на деталях могут быть расположены в один ряд, параллельными рядами, в шахматном порядке, по окружностям и т. д.
Пример 1 (фиг. 224). Для определения расстояния между центрами двух отверстий одинакового диаметра пользуются нутромером, линейкой или штангенциркулем. На этой фигуре показаны приёмы измерения нутромером и линейкой.
Нутромер устанавливается так, как это показано на главном виде, затем его вынимают, прикладывают к линейке с делениями я отсчитывают измеренное расстояние. Это расстояние, обозначенное на чертеже размером l = l 0 , и будет искомым расстоянием между центрами этих

отверстий. Можно определить расстояние между центрами при помощи линейки. В этом случае линейку прикладывают так, как это показано на плане. Размер l 0 , показывающий расстояние между кромками отверстий, и будет искомым расстоянием, т. е. l 0 = l. На фиг. 223 приведён пример измерения расстояний между центрами отверстий, расположенных на квадратном фланце.
Для более точного измерения расстояния между центрами следует применить штангенциркуль или специальный штихмас.
П p и м e p 2. Определить расстояние между центрами двух отверстий разного диаметра: d = 20 мм и d 1 = 8 мм (фиг. 225).
 Расстояние между центрами можно определить при помощи нутромера или линейки. Измеряют расстояние между кромками отверстий l 1 или l 2 . Результаты в обоих случаях будут одинаковыми.
Расстояние между центрами можно определить при помощи нутромера или линейки. Измеряют расстояние между кромками отверстий l 1 или l 2 . Результаты в обоих случаях будут одинаковыми.
Для первого положения нутромера расстояние между центрами равняется
l = l 1 + (d - d 1)/2 = 36 + (20 - 8)2 = 42 мм.
Для второго положения
l = l 2 - (d - d 1)/2 = 48 - (20 - 8)2 = 42 мм.

П p и м e p 3. Определить диаметр окружности центров отверстий, расположенных на круглом фланце для чётного и нечётного числа отверстий (фиг. 226).
 Для того чтобы определить диаметр окружности центров при чётном числе отверстий, надо произвести измерения диаметрально противоположных отверстий между точками а и b, с и e. Полученные величины
Для того чтобы определить диаметр окружности центров при чётном числе отверстий, надо произвести измерения диаметрально противоположных отверстий между точками а и b, с и e. Полученные величины
ab = l 1 и се = l 2 надо просуммировать и разделить на число измерений n, т. е.
Что определит средне-
арифметический диаметр центров отверстий. Измерение можно производить линейкой, нутромером и для более точных измерений штангенциркулем.
При нечётном числе отверстий измерения производятся между диаметрально противоположными точками а и b = l 1 с и e = l 2 , f и k = l 3 и т. д.
Суммируя измеренные величины l 1 , l 2 , l 3 и разделив сумму на число
измерений, получим среднеарифметическую величину L=El/n.Радиус окружности центров отверстий определяется из формулы
R = L - (d-d1)/2
R = L - (d - d1)/2
Измерение криволинейных очертаний деталей . Вычерчивание деталей с кривыми поверхностями выполняется дугами окружностей или по точкам при помощи лекала.
Пример 1. На фиг. 227 изображена часть детали, представляющей собой тело вращения, очертание которой составлено из дуг окружностей.
 На практике радиусы этих дуг можно определить при помощи свинцовой пластинки толщиной 1 -1,5 мм и шириной 8-10 мм. Прикладывая пластинку к детали и согнув её по кривой так, как это показано на фиг. 227, накладываем затем
На практике радиусы этих дуг можно определить при помощи свинцовой пластинки толщиной 1 -1,5 мм и шириной 8-10 мм. Прикладывая пластинку к детали и согнув её по кривой так, как это показано на фиг. 227, накладываем затем
согнутую пластинку на бумагу и очерчиваем карандашом. На полученной кривой находим центры и радиусы сопряжений.
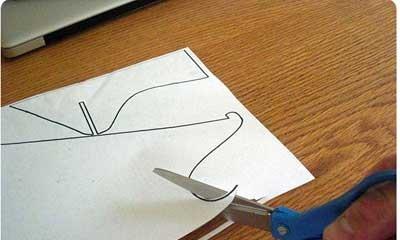
Пример 2 . Сложные очертания плоской части детали вычерчиваются по отпечатку на бумаге этого очертания. Для этого накладывают на деталь кусок бумаги и обжимают её по контуру кривой так, чтобы на бумаге чётко вырисовалась кривая контура, а затем, так же как и в предыдущем примере, определяют центры и радиусы кривых.
Пример 3. Иногда встречаются такие детали, выявление кривизны очертания которых приведёнными способами встречает затруднения. В таких случаях прибегают к определению координат ряда точек детали.
Например, для того чтобы построить наружное очертание детали (фиг. 220), её устанавливают на разметочную плиту и с помощью рейсмаса проводят на поверхности ряд окружностей, при этом каждый раз измеряют высоту установки острия чертилки и диаметр окружности, очерченной этой чертилкой. Результаты измерения сводятся в таблицу, по данным которой легко можно построить очертание детали.

Предельные измерительные инструменты . Производство машин, как уже отмечалось выше, требует взаимозаменяемости деталей. Поэтому на заводах, изготовляющих такие детали, введён строгий контроль всех размеров. Контроль размеров осуществляется специальными контрольными инструментами: предельными скобами, предельными пробками, конусными калибрами, шаблонами и т. п.
Предельные скобы бывают односторонние (фиг. 228, а) и двусторонние (фиг. 228,б). В двусторонней скобе одна сторона соответствует верхнему предельному размеру диаметра детали и является проходной, а другая - непроходная или, как её ещё называют, браковочная, соответствует нижнему предельному размеру детали.
Деталь считается годной в том случае, когда проходная сторона скобы при измерении проходит без усилия по диаметру вала, а другая - браковочная сторона - не проходит.

Предельные пробки. Предельные пробки бывают односторонние и двусторонние. Они служат для контроля цилиндрических отверстий. В двусторонних пробках (фиг. 229) различают проходную и непроходную (браковочную) стороны.
Диаметр проходной стороны (конца) пробки соответствует нижнему предельному размеру отверстия, а браковочной-верхнему предельному размеру измеряемого отверстия. Браковочный конец, в отличие от проходного, делают по длине короче.
Деталь считается годной в том случае, когда проходной конец пробки входит в отверстие без усилия, а непроходной не входит.
Конусные калибры. Для проверки конусности изделия, кроме универсальных измерительных средств, применяются нормальные и предельные калибры. Для проверки наружного конуса применяется конусное кольцо. Проверка нормальным кольцом делается так: проводятся мягким карандашом на поверхности конуса вдоль его оси две риски так, чтобы расстояние между ними было не менее четверти окружности конуса. Затем осторожно вводят конус в конусное кольцо и, слегка повернув несколько раз, вынимают для осмотра. Если обе риски на всём протяжении будут размазаны, то угол конуса изделия равен углу калибра. Если же риски размазаны лишь на отдельных участках, - угол изделия не совпадает с углом калибра.
Часто нормальные калибры снабжаются срезом (фиг. 230, а). В этом случае на плоскости среза конусного кольца проходят две риски, за пределы которых не должны выходить, например, линии проточки детали.
Чтобы проверить предельным калибром коническое отверстие, на поверхности калибра делают две кольцевые риски (фиг. 230, б). Если отверстие детали имеет одинаковый угол с калибром, то калибр не должен входить дальше второй риски и ближе первой.
Конусные калибры повышенной точности используются для установки плоских регулируемых втулок.
Изделия, имеющие коническую поверхность, как правило, проверяются по соответствующим калибрам на краску.

Шаблоны. При помощи шаблонов производится проверка правильности очертаний детали, углов, радиусов и других элементов.
Очень часто нам задают вопрос о том, как правильно измерить один из основных параметров колесного диска — его сверловку (она же PCD). И сегодня мы подробно ответим на этот вопрос.
PCD
(Pitch Circle Diameter) — диаметр расположения центров отверстий под крепеж на колесном диске.
Пара примеров:
5х114.3
— 5 отверстий, которые расположены на диаметре 114.3мм;
3х112
— 3 отверстия, которые расположены на диаметре 112мм;
4х108
— 4 отверстия на диаметре 108мм;
6х139.7
— 6 отверстий на диаметре 139.7мм.
Измерение сверловки 4-х или 6-ти болтового колесного диска не представляет никакой сложности, необходимо просто замерить расстояние между центрами противоположных отверстий.
Однако, измерение сверловки 5-ти болтового диска более нетривиальная задача, ведь тут нет противоположных отверстий (противоположным считаем то отверстие, хорда к центру которого проходит через центр (!) колесного диска).
Мы всячески НЕ рекомендуем использовать широко распространенные в интернете методы с одним измерением и дальнейшим умножением полученного значения на некий коэффициент — с 99% вероятностью Вы получите неверное значение.
Итак, чтобы измерить сверловку (PCD) 5-ти болтового диска необходимо произвести два измерения и затем сложить два полученных значения.
Замеры в силу своей специфики мы конечно же будем проводить на колесной проставке, а не на колесном диске, но это совершенно не меняет сути.
Замер №1: расстояние от внутренней кромки одного из 5-ти отверстий до центрального отверстия (DIA) колесного диска:

Результат нашего измерения равен 20.0мм
Замер №2: расстояние от внешней кромки одного из 5-ти отверстий до противоположной стороны центрального отверстия (DIA) колесного диска:


Результат второго замера равен 92.0мм
:

Складываем
два полученных значения: 20.0 + 92.0 = 112мм
Таким образом, сверловка колесного диска (проставки-адаптера в нашем случае) имеет значение 5х112
(где «5» — количество отверстий, «112» — диаметр расположения их центров в миллиметрах).
Закрепим полученные знания еще одним примером. На этот раз замеры будем производить не штангель-циркулем, а обычной линейкой .
Измеряем расстояние от внутренней кромки одного из отверстий (любого) до ЦО (центрального отверстия, DIA):

Результат: 20.0мм

Получаем: 92.0мм

Складываем: 20.0 + 92.0 = 112мм, т.е. в данном случае значение измеряемой сверловки все те же 5х112 !
Сверловка определена!
Типы дисков
Колесные диски делятся на две большие группы: стальные и сделанные из легких сплавов.
1. Стальные диски
2. Легкосплавные диски
Стальные диски , точнее, их части, штампуют из листа, а потом эти части соединяют сваркой. Получается предельно дешево и достаточно качественно — именно поэтому подавляющее большинство автомобилей на заводском конвейере оснащают стальными.
Достоинства:
Невысокая цена;
+ довольно высокая прочность и возможность восстановления даже в случае очень сильного смятия закраин.
Недостатки:
Большая масса;
- невысокая точность изготовления (а значит, возможны проблемы с балансировкой) и устаревший дизайн;
- невысокая коррозионная стойкость, во многом обусловленная качеством покрытия. При этом самая низкая коррозионная стойкость у дисков, покрытых эмалью и электрофорезом.
Легкосплавные диски по многим свойствам лучше стальных. Они допускают любые игры с дизайном, у них высочайшая точность изготовления, они прекрасно отводят тепло от тормозного узла, но главное — они легкие (чем легче диски, тем меньше общая масса неподрессоренных частей автомобиля, а значит, тем лучше). Это общие достоинства. Уточненно же судить об их плюсах и минусах можно, лишь учитывая, каким способом и из какого именно сплава они сделаны — тут много нюансов, колесо колесу рознь.
По способу изготовления легкосплавные диски делятся на литые и кованые.
Литой диск имеет зернистую внутреннюю структуру металла, и в этом его основной минус: при долгой езде по колдобинам в металле идет процесс накопления микротрещин (невидимых и потому опасных), которые рано или поздно проявят себя — от сильного удара диск может расколоться.
Недостатки:
Литой диск требует серьезной защиты поверхности, без этого он быстро покрывается белесой оксидной пленкой и теряет товарный вид;
- литой диск довольно хрупкий: при очень сильном ударе раскалывается, что на высокой скорости чрезвычайно опасно. Чтобы обеспечить достаточную механическую прочность, приходится увеличивать толщину стенок, а это снижает столь желанный выигрыш в весе.
Кованый диск
. Ковка обеспечивает исключительно высокую прочность и жесткость конструкции. Кованый диск держит сильнейшие удары; в крайнем случае он не лопается, как литой, а гнется без образования трещин, что, безусловно, безопаснее. Кроме того, он очень легкий. Сравните: стальной штампованный диск, допустим, для 7-й модели ВМW весит 9 кг, литой алюминиевый - 7,8 кг, а кованый алюминиевый - 6,8 кг. Помять его теоретически можно, но скорее разлетится подвеска, чем помнется закраина кованого колеса.
Коррозионная стойкость кованого диска значительно выше, чем литого, а значит, ниже требования к защите поверхности. Если бы не высокая стоимость, обусловленная сложностью технологии, кованые диски, наверное, давно бы вытеснили все остальные - по большинству характеристик кованым нет равных.
Льют и куют диски из алюминиевых и магниевых сплавов. Если расположить легкосплавные диски в порядке «от минуса к плюсу» по чисто техническим параметрам, то ряд будет таким: литой магниевый (легкий, но капризный, быстро растрескивается), литой алюминиевый (нормальный по совокупности качеств), кованый алюминиевый (прочный и легкий) и кованый магниевый (сверхпрочный и легкий). Но при выборе дисков, понятно, не только технические параметры играют роль. Советуем сразу отбросить крайности: магниевые диски, как литые, так и кованые, — большая редкость, их, как правило, делают только на заказ для спортивных машин.
Маркировка дисков.
На диске должно быть указано:
Товарный знак или наименование производителя.
- Дата изготовления. Обычно год и неделя. Например: 0407 означает, что диск выпущен в 4-ю неделю 2007 года.
- Вылет колеса (некоторые американские фирмы почему-то игнорируют это требование; европейцы указывают вылет всегда).
- SAE, ISO, TUV - клеймо контролирующего органа. Маркировка свидетельствует о соответствии колес международным правилам или стандартам (по-русски ОТК, многие фирмы клеймят свою продукцию не сухими буквенно-цифровыми индексами, а птичками, цветочками и прочим художеством).
- Отдельное клеймо рентгеноконтроля (как правило, для литых, говорящее об отсутствии внутренних дефектов - раковин).
- MAX LOAD 2000LB - очень часто встречается обозначение максимальной нагрузки на колесо (обозначают в килограммах или фунтах). Например, максимальная нагрузка 2000 фунтов (908кг).
Кроме этого на диске может быть указано:
PCD 100/4 - присоединительные размеры;
- MAX PSI 50 COLD - означает, что для данного диска давление в шине не должно превышать 50 футов на квадратный дюйм (3,5кгс/кв.см). словo COLD (холодный) напоминает, что измерять давление следует в холодной шине.
- Номер плавки.
- Способ производства. Если диск кованый - FORGED ("Кованый"). Эта надпись не предусмотрена никакими стандартами, выбивается на диске исключительно для престижа.

Полный размер, по которому специалист или Вы сами сможете понять, подходит данный диск на тот или иной автомобиль. Схема колесного диска выглядит следующим образом: 6,5JxR15 ET33 4*98 D58.1 .
6,5 - ширина обода в дюймах. Стандартный ряд: 3,5; 4,0; 4,5; 5,0; 5,5; 6,0; 6,5 и 7,0 дюймов; тюнинговые, спортивные и внедорожные машины могут иметь колеса и шире.
Использование как слишком широких, так и слишком узких дисков (относительно ширины профиля шины) нежелательно: нарушается проектный профиль шины (боковины либо сжаты закраинами обода, либо растянуты на нем), из-за чего ухудшаются ее ездовые характеристики - реакция на поворот, сопротивление уводу, боковая жесткость. Допустимое отклонение ширины обода от нормы составляет 0,5-1,0 дюйма для дисков с монтажным диаметром до 14 дюймов; и 1,0-1,5 дюйма - для дисков с диаметром 15 дюймов и более. Но лучше, конечно, брать диск точно под шину.
J - расшифровка этих символов довольно сложна. Эти символы служебные, они важны не для потребителя, а для производителя и продавца. Мы коротко коснемся их лишь потому, что, будучи внесенными в размерную надпись, они привлекают внимание покупателя и вызывают массу вопросов. Расшифровка - в каталогах. J - закодированная информация о конструктивных особенностях бортовых закраин обода (углы наклона, радиусы, закругления и т.п.). В зависимости от конкретной конструкции может быть написано JJ, JK, K или L. H2 - закодированная информация о форме кольцевых выступов (хампов) на полках обода, которые удерживают бескамерную шину от соскакивания с диска. Конструкций хампов много. Есть простой хамп H (Hump), двойной H2, плоский FH (Flat Hump) ассиметричный AH (Asymmetric Hump), комбинированный CH (Combi Hump)... Иногда обходятся и без хампов; на ободе делают специальную полку SL (Special Ledge), параметры которой выверены так, что шина надежно держится, ни за что, кроме закраины обода, не "цепляясь".
15 - монтажный диаметр обода в дюймах. Стандартный ряд для легковых машин и внедорожников: 10, 12, 13, 14, 15, 16, 17, 18 и 19 дюймов.
ET33 - вылет колеса в миллиметрах. Может обозначаться как OFFSET или DEPORT. Это расстояние между продольной плоскостью симметрии обода и крепежной (привалочной) плоскостью колеса. Вылет может быть нулевым, положительным (ступица диска выпячена наружу относительно середины обода) и отрицательным (ступица утоплена). Для каждой модели автомобиля вылет рассчитывается так, чтобы обеспечивались оптимальная устойчивость и управляемость машины, а также наименьшая нагрузка на подшипники ступиц. Немцы обозначают вылет ET (допустим, ET30 (мм), если его величина положительная, или ET-30, если отрицательная), французы - DEPORT, производители из других стран обычно пользуются английским OFFSET.

Установка на автомобиль дисков с нештатным вылетом:
Уменьшение вылета делает колею колес шире; хотя это немного и повышает устойчивость автомобиля и придает ему «стильный гоночный вид», но вместе с тем резко перегружает подшипники ступиц и подвеску.
Увеличение вылета, т.е. сужение колеи, как правило, невозможно - диск упрется в тормозные механизмы.
Для установки «неродных» дисков с неправильны выносом (но правильной сверловкой) необходимо наличие проставки между привалочной плоскостью диска и ступицей - для корректировки вылета.
4*98 - PCD (Pitch Circle Diameter). Цифра 4 - количество крепежных отверстий для болтов или гаек. Отверстия крепления колеса располагаются на различных диаметрах с жестким позиционным допуском, по отношению к центральному отверстию.
Поскольку отверстия крепления делают с солидным допуском в плюс по диаметру, можно ошибиться в выборе PCD, если он отличается от штатного на пару миллиметров.
Например, на ступицу с PCD100/4 часто надевают колесо PCD98/4 (98 мм от 100 на глаз не отличишь). Это недопустимо. В этом случае из всех гаек (или болтов) только одна будет затянута полностью; остальные же отверстия "уведет" и крепеж останется недотянутым или затянутым с перекосом - посадка колеса на ступицу будет неполной. На ходу такое колесо будет "бить", кроме того, не полностью затянутые гайки будут откручиваться сами собой.
У дисков с тремя крепёжными болтами (или гайками), для получения значения PCD, расстояние S нужно разделить на коэффициент 0.8658.
 |
 |
 |
||
| 4 отверстия PCD = S / 0,7071 | 5 отверстий PCD = S / 0,5878 | 6 отверстий PCD = S / 0,5 |
Существуют диски с большим количеством крепежных отверстий, что называется двойной сверловкой. Двойная сверловка 5x100/114,3 подразумевает, что на диске присутствует 10 отверстий, 5 из которых рассчитаны на сверловку 100, а 5 на сверловку 114,3. Устанавливать такие диски можно как на автомобили с размерами 5х100, так и на машины с дисками 5х114,3.
D58.1 - Диаметр центрального отверстия (DIA)
Диаметр центрального отверстия, который измеряется со стороны привалочной плоскости, должен соответствовать диаметру посадочного цилиндра на ступице автомобиля. Точное сопряжение этих размеров обеспечивает предварительное центрирование колеса на ступице, что облегчает установку болтов. Окончательное центрирование осуществляется по коническим или сферическим поверхностям в отверстиях крепления диска колеса болтами или гайками.
При покупке «неродных» дисков центральное отверстие может оказаться больше положенного. Производители запчастей часто делают отверстие заведомо увеличенного диаметра и снабжают диск набором переходных колец, что позволяет использовать его на разных моделях автомобилей. Колесо в этом случае центрируют по PCD.
При установке колеса затягивайте элементы крепления в очередности, показанной на схеме.
| 4 отверстия | 5 отверстий | 6 отверстий |
Немало автолюбителей желает придать своим «железным коням» эксклюзивный вид и задумываются о тюнинге автомобиля. Конечно, полное преображение автомобиля, да еще при использовании высококачественных материалов по карману далеко не каждому владельцу машины. Поэтому большинство автомобилистов решается на частичный тюнинг: установку обвеса, спойлеров и диффузоров, замену штатных колесных дисков на диски сторонних производителей. Кстати, «переобувка» автомобилей в нештатные колесные диски является чуть ли не самым популярной операцией по обновлению экстерьера автомобиля. О том, какие параметры нужно соблюсти, чтобы неоригинальные диски встали, как «родные», мы расскажем в этом материале.
Перелопатив кучу тематических сайтов, автолюбители спешат заказать понравившиеся колесные диски, не удосужившись убедиться, подойдут ли они к их модели автомобиля. Зачастую автовладельцы обращают внимание на такие параметры, как ширина и диаметр, а также вылет колесного диска. Безусловно, учитывать эти параметры при подборе нештатных дисков – обязательное условие. Но ориентироваться только на указанные выше характеристики, проигнорировав такой важный параметр как разболтовка колесных дисков – нельзя. Впрочем, обо все по порядку.
Выбираем материал колесных дисков
Существуют два типа колесных дисков – стальные и легкосплавные. Первые, как следует из названия, изготовляются из высокопрочной стали, вторые – из сплавов легких металлов (например, алюминия).

В российских условиях рассматривать покупку нештатных колесных дисков имеет смысл перед началом осенне-зимнего сезона: они более практичны и «выносливы» к химическим реагентам, которыми посыпают в холода наши дороги, чем диски из легких сплавов.

Легкосплавные диски лучше покупать накануне весенне-летнего сезона – такие «обувки» имеют более эстетический вид, они облегчают вес автомобиля, с ними машина едет более экономично. Вообще идеально покупать два комплекта колесных дисков – стальные и легкосплавные, они будут использоваться посезонно, что увеличит их ресурс.
Подбираем диски по параметрам
Итак, повторимся: для определения, какой диск нам нужен, учитываем следующие характеристики – его ширину, диаметр, вылет и разболтовку. С шириной и диаметром все понятно, они обозначаются в паре, например 5,5Jx18, и указываются во многих описаниях комплектаций автомобилей.

С вылетом чуть сложнее. Вылет – это расстояние между плоскостью, которой диск прилегает к ступице колеса (она еще именуется привалочной) и центром ширины диска. Если обе плоскости плотно прилегают друг к другу, говорят, что вылет у колесного диска нулевой. Если же привалочная плоскость не выходит за пределы центра ширины диска, считается, что вылет имеет положительное значение.
 ET — вылет
ET — вылет
Когда привалочная плоскость выходит за рамки центра ширины диска, то вылет считается отрицательным и отмечается знаком минус. У разных производителей в маркировках параметров колесных дисков вылет обозначается по-разному: ET – у немецких дисков, DEPORT -у французских дисков, OFFSET – у английских. Это основные маркировки. Они тоже, как и диаметр с шириной, указываются в описании комплектаций. Если же такого параметра в списке оборудования вы не нашли, советуем обратиться к официальному дилеру – он подскажет, какой вылет у ваших шт атных колесных дисков. Запомните эту характеристику.
Наконец, самый важный параметр колесного диска – его разболтовка. Дело в том, что каждый производитель автомобилей рассчитывает значение разболтовки колесных дисков только для штатных колесных дисков, а у нештатных этот параметр хоть и на доли миллиметров, но может отличаться. Казалось бы, что такое доли миллиметров? Но при установке «неродных» колесных дисков они могут сыграть важную роль в вопросе безопасности. Поэтому важно, чтобы показания разболтовки колесных дисков в точности совпадали с заводскими размерами. Впрочем, обо всем по порядку.
Итак, у каждого колесного иска есть отверстия, которыми он насаживается на ступичные болты. По количеству болтов определяется количество отверстий, которые должны быть в колесном диске. Их может быть три, четыре, пять или шесть.

Эти отверстия расположены на строго выверенном расстоянии друг от друга и имеют заданные еще на заводе-производителе диаметры (PCD), которые обычно указываются на диске вместе с такими параметрами, как ширина и диаметр самого диска.
Все это в совокупности называется разболтовкой. Зачастую владельцы автомобилей, желающие приобрести стильные колесные диски, пытаются самостоятельно высчитать все параметры, в том числе и разболтовку. Допустим, с количеством отверстий проблем не возникнет, а вот правильно измерить их диаметр удается далеко не всегда. Впрочем, найти такую информацию можно на сайте производителей. Но нет гарантии, что продавец продаст вам диск, разболтовка и прочие параметры которого будут в точности соответствовать заводским. Поэтому лучше использовать только те диски, которые рекомендует производитель. Ведь установка диска при погрешности в разболтовке может привести к тому, что диск не будет установлен точно по оси, следовательно, оптимального момент затяжки болтов не получится. А это может привести к повышенному биению диска, и, как следствие – выходу из строя компонентов рулевого управления и подвески. Не говоря уже о том, что в один отнюдь не прекрасный момент у вас может открутиться колесо.